Spherical Air Probes measure female spherical sockets. Applications include hydraulic motor swash plate pads, I.C. engine push rods and medical implants. Fig. A

Film Thickness checks Checks film thickness on calendar mill as material is processed.

Orifice flow testing using Micro IIi Readouts provides an efficient means of controlling the quality of small orifices. Applications include natural gas burner orifices, pesticide sprayer nozzles, and fuel systems components. Test fixture with orifice shown below. Fig.C

Inspection fixtures incorporating pairs of staggered air jets are a rapid means of checking bore to face runouts. Inspection times of 10 to 20 seconds per part are typical. Use the Micro IIi‘s or Gage Chek’s “TIR” recording function to facilitate data capture and evaluation. (Note that using this inspection method, the Total Indicated Readings obtained are twice the perpendicularity tolerance as defined in the ASME/ANSI Y14.5M specification). Fig.D
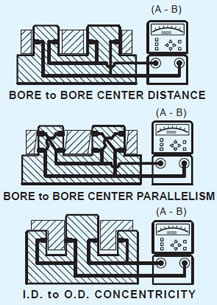
Bore to bore runouts utilizing secondary datums can be inspected using fixtures as illustrated in figure E.
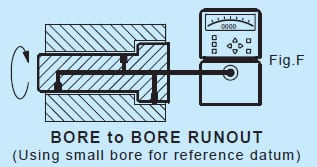
Bore to bore runouts without secondary datums can be inspected if one of the diameters is of adequate length — see Fig.F.
Perpendicularity, Concentricity, and True position callouts may require additional air nozzles, air circuits and multiple input readouts to prevent “out-of-round” conditions from influencing the gage readings. Consult Western Gage engineering for application feasibility.





Connecting Rod Bend & Twist Gage checks parallelism and center distance between piston end and crank end bores. Inspection system includes custom gaging fixture, quad AEK air-electric converter, and Gage-Chek Readout.

Three Spindle Inspection station checks bore size, O.D. size, I.D. to O.D. concentricity, and bore to face perpendicularity on machined bearing housing. Uses 3 quad AEK air/electric converters coupled to CWK-2 computer.

Canister Bore Inspection Station. Stepper motor driven slide moves a pair of air probes to measure internal diameters at six locations in an hydraulic valve body. Parts are inspected two at a time with cycle time of 25 seconds. (Image to right)